0527-88266888



更新时间:2025-06-17 00:47:34 ip归属地:佛山,天气:中雨转暴雨,温度:25-30 浏览次数:5 公司名称:聊城 宏钜天成钢管(佛山市分公司)
| 产品参数 | |
|---|---|
| 产品价格 | 3000/吨 |
| 发货期限 | 现货直发 |
| 供货总量 | 3000吨 |
| 运费说明 | 买家负责 |
| 范围 | 4#热镀锌角钢批发生产基地位于【聊城】,供应范围覆盖广东省 广州市、深圳市、珠海市、汕头市、佛山市、湛江市、江门市、韶关市、惠州市、茂名市、汕尾市、东莞市、中山市、潮州市、肇庆市、梅州市、河源市、阳江市、揭阳市、云浮市 禅城区、南海区、顺德区、三水区、高明区等区域。 |
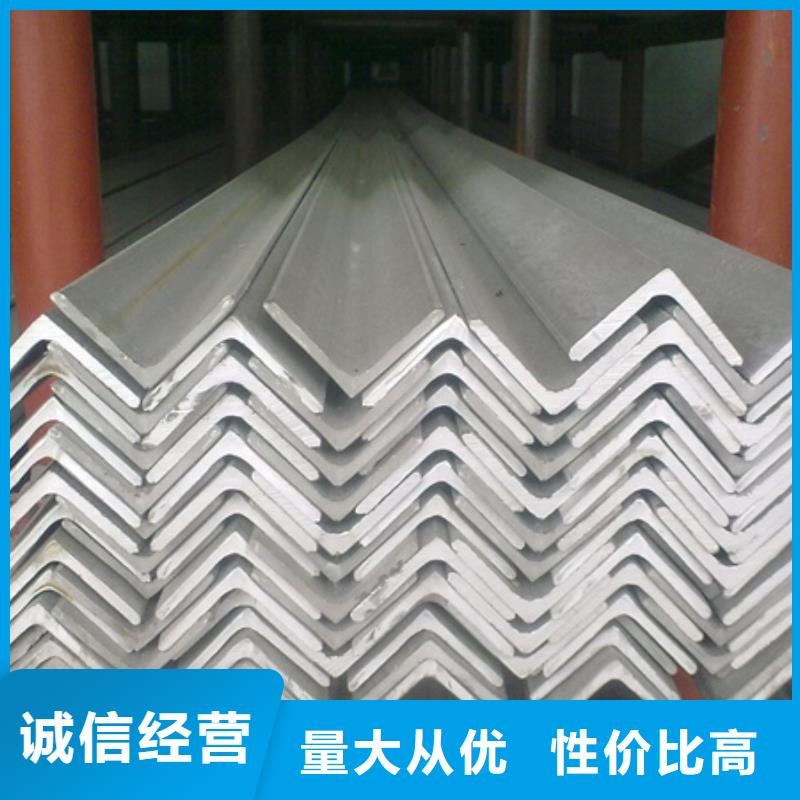







什么是角钢?角钢,业内俗称的角钢,是一种两边成直角的长条状钢材,通常由普通碳素结构钢和低合金钢制成。广泛应用于桥梁、建筑等工业领域。也称为三角形。这个词来源于人们的生产和生活。用“”号角钢解释型钢。有等边和不等边两种,在工业上应用广泛。也称为三角形。角钢是由铁制成的,而角钢的槽钢大部分是热轧钢。常用的材料是普通碳素结构钢,一般是Q235系列。从实用的角度来说,Q235对他们大部分人来说已经角钢可以根据不同的结构要求由各种受力构件组成,也可以作为构件之间的连接件。广泛应用于各种建筑结构和工程结构,如梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、集装箱架、仓库货架等。角钢是一种建筑用碳素结构钢。它是一种简单的型钢,主要用于金属构件和厂房的框架。使用时要求有良好的可焊性、塑性变形和一定的机械强度。角钢的原坯为低碳方坯,角钢成品为热轧、正火或热轧。足够了。
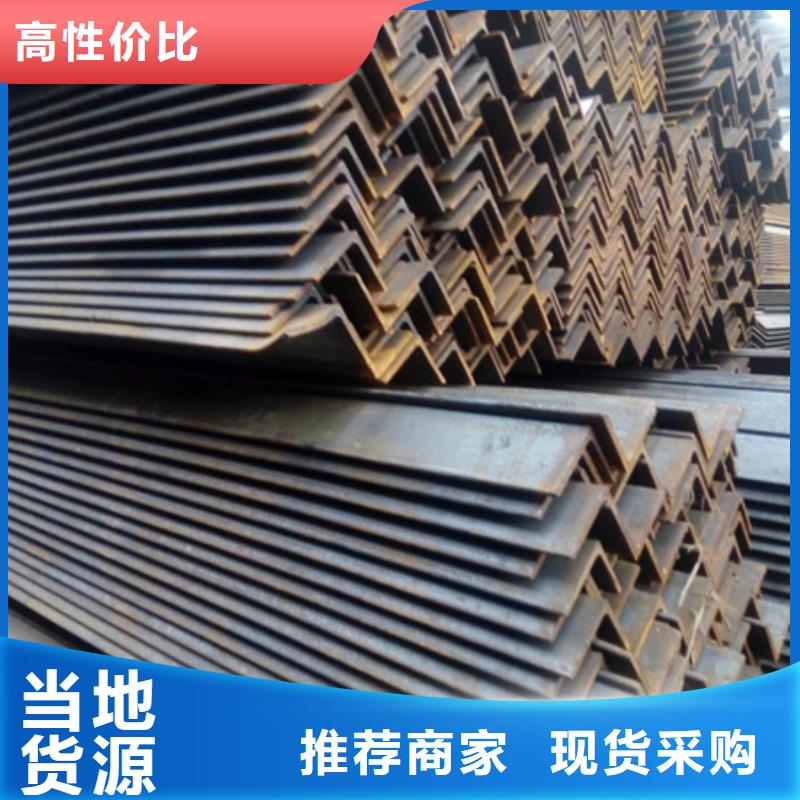
角钢是一种重要的金属材料,具有广泛的应用。在建筑、机械、电力、交通、石油化工等领域都有角钢的应用。因此,了解角钢的特点和使用方法是非常必要的。洛阳林泓实业是一家专门从事钢材销售的专业经销商,将在本篇文章中,介绍角钢的特点、用途以及如何选择和购买角钢。1.角钢又称角铁,是一种具有L形截面的钢材。它的长度和宽度相等,但厚度不同。角钢具有以下特点:2.高强度:由于角钢的断面为L形,因此具有较高的抗弯强度和承载能力。3.良好的可塑性:角钢易于加工,可以采用切割、弯曲、钻孔等方式进行加工。4.防腐性能好:角钢表面通常采用热镀锌处理,可以提高其防锈性能,延长使用寿命。5.价格适中:角钢的价格相对较低,适合大批量采购和使用。
角钢腿部出现裂纹的原因及解决办法!钢的牌号由代表屈服强度的汉语拼音字母,屈服强度数值,质量等级符号三个部分组成,例如:Q420C其中:Q—钢的屈服强度的“屈”字汉语拼音首位字母;420—屈服强度数值,单位MPa;C—质量等级为C级(等级分为ABCDE)。当需方需要钢板具有厚度方向性能时,则在上述规定的牌号后加上代表厚度方向(Z向)性能级别的符号,例如:Q420CZ15。Q420,是一种低合金高强度结构钢。执行标准:GB1591-2008,部分钢厂有自己的企业标准,基本上都是参照国标,大同小异。q420角钢腿部裂纹处的化学成分、微观形貌、金相组织及其形成原因,发现引起该裂纹的原因一是轧制过程中的热划伤,二是连铸坯中存在硅酸盐类夹杂物表面裂纹、表面气泡等缺陷,对此分别采取保证导卫安装质量和改进导卫材质、提高冶炼质量以减少各类夹杂物、增加轧制时的压缩比和粗轧翻钢道次等措施后,铁塔角钢的产品合格率由88.5%提高到97.5%,成材率由78.5%提高到93.4%。
角钢焊接应注意的问题有哪些?1)质量问题及现象焊缝长度不够,焊缝表面不平整,有较大的凹陷、焊瘤,焊缝有咬边现象,焊条不合格,焊皮未敲掉,两接合Q345B角钢轴线不一致。(2)原因分析①焊工不熟练,没有取得焊工考试合格。②焊接完成后没有测量焊缝长度。③焊条不合格,或选用焊条规格不对。④焊接完成后,没有注意敲掉焊皮。⑤两根焊接的Q345B角钢,其搭接端部没有预弯。(3)措施①Q345B角钢焊接前,必须根据施工条件进行焊试,合格后方可正式施焊。焊工必须有考试合格证。②Q345B角钢接头采用焊接或帮条电弧焊时,应尽量做成双面焊缝。③Q345B角钢接头采用搭接电弧焊时,两Q345B角钢搭接端部应预先折向一侧,使两接合Q345B角钢轴线一致。④接头双面的长度不应小于5d,单面焊缝的长度不应小于10d(d为Q345B角钢直径)。⑤Q345B角钢接头采用帮条电弧焊时,帮条应采用于主筋同级别的Q345B角钢,其总截面面积不应小于被焊Q345B角钢的截面积。帮条长度,如用双面焊缝不应小于5d,如用单面焊缝不应小于10d(d为Q345B角钢直径)。⑥所采用的焊条,其性能应符合低碳钢和低合金钢电焊条标准的有关规定。⑦受力Q345B角钢焊接应设置在内力较小处,并错开布置⑧电弧焊接与Q345B角钢弯曲处的距离不应小于10倍Q345B角钢直径,也不宜位于构件的弯距处。⑨焊接时,焊接场地应有适当的防风、雨、雪、严寒设施,环境温度在5°C~-20°C时,应采取技术措施。低于-20°C时,不得虚焊。⑩焊接完成后,应及时将焊皮敲掉。